News
Honing is the final machining step in preparing an engine block for assembly. Its importance to the build quality of a high performance engine cannot be overstated. The following discussion and video will explain and demonstrate the basic details so that motor-sports enthusiasts can gain a deeper understanding into this aspect of engine building.
The three key objectives of the honing process are to:
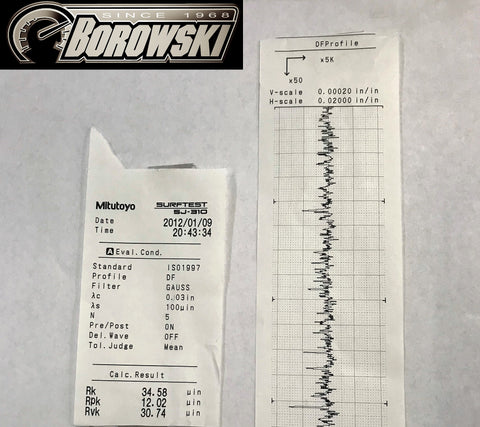
- Impart the correct surface finish to the cylinder walls (as measured by a profilometer),
- Bring the cylinder to the correct and uniform diameter (as measured by a dial bore gauge), and
- Through use of a torque plate, ensure that the cylinder will be perfectly straight once the cylinder heads are torqued onto the block.

These three objectives can be achieved on a CNC hone (with a torque plate) to a far higher level of precision compared to what is possible with a manual hone. A CNC hone using diamond abrasives is able to perfectly replicate the dimensions and finish of the first cylinder in all subsequent cylinders as the wear of the diamonds is imperceptible from hole to hole.
Cylinder walls require honing in order to allow the engine oil a means of both adhering to the cylinder wall and flowing up and down. The flow path is achieved by the use of a cross-hatch pattern while a specific surface roughness is needed for given piston ring sets and end uses (ex: naturally aspirated or boosted). Because honing removes metal, this process determines final cylinder size and shape. The angle of the cross-hatch is a critical parameter and is a function of hone stroke rate and RPM. Surface roughness is determined by the combination of abrasives used in the honing process and the metallurgy of the engine block. Aftermarket blocks will require very different abrasive combinations than OE blocks as aftermarket blocks typically use harder, higher tensile strength alloys.

Note: Photo enhanced to better display surface finish
Surface finish is measured using a profilometer. These instruments report Ra (average roughness), Rpk (average peak height), and Rvk (average valley height). The manufacturer of the piston rings will typically specify their recommended surface finish for a given end use application. They may also recommend plateauing as a final honing step which, in effect, knocks the tops off peaks. This remove jagged surfaces, aids ring seating and prepares an ideal bearing surface over which the rings can travel.
What surprises many people is that engine blocks distort when cylinder heads (or torque plates) are torqued down. When the engine blocks are bored, there is no such external stress being applied. The perfectly straight cylinder wall coming off our 4-axis mill is no longer straight after cylinder heads or torque plates are installed. In the video, you will see that there are resultant tight spots which the CNC hone removes by dwelling for additional time.
In summary, a CNC hone, dial bore gauge and profilometer can produce a near perfect sizing, shape and finish in any given cylinder and replicate that in all that follow. This will have wide ranging ramifications to the completed engine's performance in areas including power, longevity and oil consumption. The results achieved using this level of technology simply cannot be duplicated using manual equipment.
You are invited to watch the video below to watch CNC honing as we practice it at Borowski Race Engines, Inc. Please give us a call at 815-725-2727 when you are ready for your next performance engine build.